Šta je trohoidno glodanje
Završne glodalice se uglavnom koriste za obradu ravnina, žljebova i složenih površina. Za razliku od struganja, u obradi žljebova i složenih površina ovih dijelova, dizajn putanje i izbor glodanja su također vrlo važni. Kao i kod opšte metode glodanja utora, ugao kontakta luka pri istovremenoj obradi može dostići maksimalno 180°, stanje odvođenja toplote je loše, a temperatura naglo raste tokom obrade. Međutim, ako se putanja rezanja promijeni tako da se glodalo rotira s jedne strane i okreće s druge strane, kontaktni kut i količina rezanja po okretaju se smanjuju, sila rezanja i temperatura rezanja se smanjuju, a vijek trajanja alata se produžava . Dakle, sečenje se može nastaviti dugo vremena, kao što se (slika 1) naziva trohoidno glodanje.
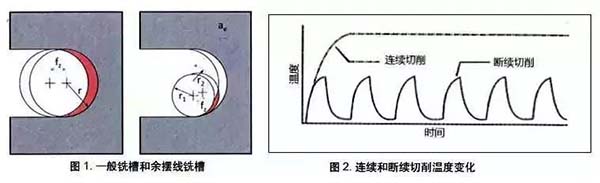
Njegova prednost je što smanjuje poteškoće rezanja i osigurava kvalitetu obrade. Razuman odabir parametara rezanja može poboljšati efikasnost i smanjiti troškove, posebno pri obradi materijala koji se teško obrađuju kao što su legure otporne na toplinu i visokotvrdi materijali, može značajno odigrati svoju ulogu, a ima i veliki razvojni potencijal, koji može biti razlog zašto industrija posvećuje sve više pažnje i bira trohoidnu metodu mlevenja.
 Tehničke prednosti
Tehničke prednosti
Cikloida se naziva i trohoidom i produženom epicikloidom, odnosno putanjom točke izvan ili unutar kružnice koja se kreće kada pokretna kružnica proteže određenu pravu liniju za kotrljanje bez klizanja. Može se nazvati i duga (kratka) cikloida. Trohoidna obrada je korištenje krajnjeg glodala s prečnikom manjim od širine žljeba za obradu polulučnog žlijeba u mali dio luka na njegovoj strani. Može obraditi različite žljebove i površinske šupljine. Na ovaj način, u teoriji, završna glodalica može obraditi žljebove i profile bilo koje veličine veće od njega, a također može jednostavno obraditi niz proizvoda.
Sa razvojem i primjenom kompjuterske tehnologije numeričkog upravljanja, sve više se koriste i uvode u igru kontrolirana putanja glodanja, optimizacija parametara rezanja i višestruki potencijal trohoidnog glodanja. I to je razmatrano i cijenjeno od strane industrije za preradu dijelova kao što su zrakoplovstvo, transportna oprema i proizvodnja alata i kalupa. Naročito u zrakoplovnoj industriji, najčešće korišteni dijelovi od legure titana i legure otporne na toplinu na bazi nikla imaju mnoge teške karakteristike obrade, uključujući:
Visoka termička čvrstoća i tvrdoća otežavaju podnošenje ili čak deformaciju reznog alata;
Visoka otpornost na smicanje čini oštricu lakim za oštećenje;
Niska toplotna provodljivost otežava eksport visoke toplote u oblast rezanja, gde temperatura često prelazi 1000ºC, što pogoršava habanje alata;
Tokom obrade, materijal se često zavaruje za oštricu, što rezultira nagomilanim rubom. Loš kvalitet obrađene površine;
Fenomen očvršćavanja materijala na bazi nikla otpornih na toplotu sa austenitnom matricom je ozbiljan;
Karbidi u mikrostrukturi legura otpornih na toplotu na bazi nikla će uzrokovati abrazivno trošenje alata;
Legure titana imaju visoku hemijsku aktivnost, a hemijske reakcije takođe mogu da pogoršaju oštećenja i tako dalje.
Ove poteškoće se mogu kontinuirano i glatko obraditi uz pomoć tehnologije trohoidnog mljevenja.
Zbog kontinuirane optimizacije alatnih materijala, premaza, geometrijskih oblika i struktura, brzog napretka inteligentnih upravljačkih sistema, tehnologija programiranja i brzih, visokoefikasnih multifunkcionalnih alatnih mašina, brzih (HSC) i visokoefikasnih (HPC) sečenje je takođe dostiglo nivo. nove visine. Obrada velikom brzinom uglavnom uzima u obzir poboljšanje brzine. Visokoefikasna obrada ne treba samo da uzme u obzir poboljšanje brzine rezanja, već i da uzme u obzir smanjenje pomoćnog vremena, racionalno konfiguriše različite parametre rezanja i putanje rezanja i izvodi složenu mašinsku obradu kako bi se smanjili procesi, poboljšala brzina uklanjanja metala po jedinici vremena i u isto vrijeme produžite vijek trajanja alata i smanjite troškove, uzmite u obzir zaštitu okoliša.
tehnološka perspektiva
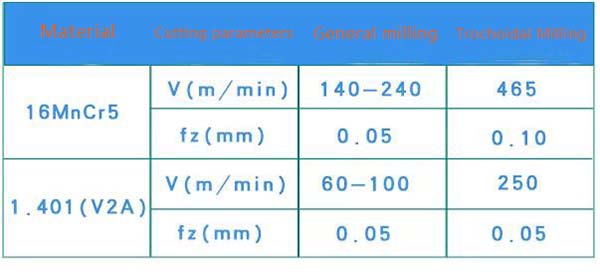
Prema podacima o primjeni trohoidnog glodanja u avio-motorima (kao što je prikazano u donjoj tabeli), prilikom obrade legure titanijuma Ti6242, troškovi reznog alata po jedinici zapremine mogu se smanjiti za skoro 50%. Radni sati se mogu smanjiti za 63%, ukupna potražnja za alatima može se smanjiti za 72%, a troškovi alata mogu se smanjiti za 61%. Radno vrijeme za obradu X17CrNi16-2 može se smanjiti za oko 70%. Zahvaljujući ovim dobrim iskustvima i dostignućima, napredna metoda trohoidnog glodanja je primenjena u sve više oblasti, a takođe je dobila pažnju i počela da se primenjuje u nekim oblastima mikro precizne obrade.
Vrijeme objave: Feb-22-2023


