Pukotine od zavarivanja kao najštetnija klasa defekta u zavarivanju, ozbiljno utiču na performanse i sigurnost i pouzdanost zavarenih konstrukcija. Danas ćemo vas odvesti da prepoznate jednu od vrsta pukotina – laminirane pukotine.
01
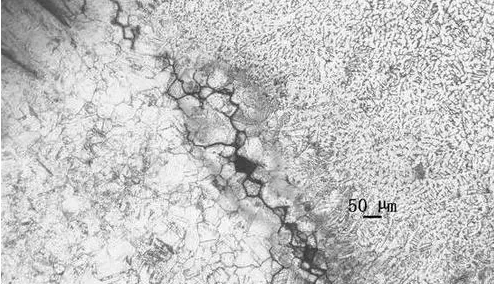
Nemetalne inkluzije, čelična ploča u procesu valjanja će biti neke nemetalne inkluzije unutar čelika, itd. (kao što su sulfidi, silikati) uvaljane u traku paralelnu smjeru valjanja, što rezultira varijabilnosti mehaničkih svojstava čelika, inkluzije su zavarene konstrukcije za proizvodnju laminarnog kidanja potencijalnih faktora, ali i glavni razlog nastanka laminarnog kidanja.
02
Ograničenje naprezanja, zbog termičkog ciklusa zavarivanja, zavareni spojevi će se pojaviti granična sila, za datu valjanu debelu ploču T-oblika i poprečne spojeve, u parametrima zavarivanja pod istim uslovima, postoji kritično ograničenje naprezanja ili savijanja jačina ograničenja, kada je veća od ove vrijednosti, sklona je stvaranju laminarnog kidanja.
03
Difuzija vodika, vodik je promotor pucanja, zbog difuzije vodika i sjedinjuje se u molekulu tako da se lokalni napon dramatično povećava, kada se vodik skupi u inkluzijama na kraju promocije nemetalnih inkluzija i gubitka metala adhezije, te će se povući sa susjednih inkluzija u metalu, u lomu vodonika karakteristike loma.
04
Svojstva matičnog materijala, iako su inkluzije glavni uzrok laminarnog kidanja, mehanička svojstva metala također imaju vrlo važan utjecaj na laminarno kidanje. Loša plastična žilavost metala, veća je vjerovatnoća širenja pukotina, odnosno slaba otpornost na laminarno kidanje.
Prevedeno sa www.DeepL.com/Translator (besplatna verzija)

Xinfa oprema za zavarivanje ima karakteristike visokog kvaliteta i niske cijene. Za detalje posjetite:Proizvođači zavarivanja i rezanja – Kina tvornica i dobavljači zavarivanja i rezanja (xinfatools.com)
Kako bi se spriječilo stvaranje laminarnih pukotina, glavna stvar u procesu projektovanja i izgradnje je izbjegavanje naprezanja u smjeru Z i koncentracije naprezanja, specifične mjere su sljedeće:
1. Poboljšajte dizajn spoja kako biste smanjili ograničeno naprezanje. Specifične mjere kao što su: će dovesti do produženja kraja lučne ploče određene dužine, imati efekat sprečavanja pucanja; promijenite raspored zavara da promijenite smjer kontrakcije zavara, vertikalnu lučnu ploču u horizontalnu lučnu ploču, promijenite položaj zavara, tako da se spoj ukupnog smjera sile paralelan s valjanim slojem može uvelike poboljšati učinak anti-laminarnog kidanja.
2. Usvojiti odgovarajuću metodu zavarivanja, korištenje metode zavarivanja sa niskim sadržajem vodika je povoljno, kao što je zavarivanje zaštićeno plinom, zavarivanje pod vodom, tendencija hladnih pukotina je mala, pogoduje poboljšanju performansi anti-laminarnog kidanja.
3. Korištenje odgovarajućih materijala za zavarivanje niske čvrstoće, metal šava ima nisku tačku popuštanja, visoku duktilnost, lako napraviti naprezanje je koncentrirano u zavaru i smanjuje zonu pod utjecajem topline naprezanja osnovnog materijala, može poboljšati performanse protiv laminarnog kidanja.
4. U korišćenju tehnologije zavarivanja, upotreba površinskog izolacionog sloja; simetrično zavarivanje, tako da je distribucija naprezanja uravnotežena, smanjujući koncentraciju naprezanja.
5. Kako bismo spriječili laminarno kidanje uzrokovano hladnim pucanjem, trebamo se potruditi da usvojimo neke mjere za sprječavanje hladnog pucanja, kao što je poboljšanje predgrijavanja i kontrola međuslojne temperature, itd. Osim toga, možemo usvojiti i metode ublažavanja naprezanja kao što je srednje žarenje.
6. Takođe možemo kontrolisati veličinu vara, koristeći male noge za zavarivanje, višekanalni proces zavarivanja.
Prevedeno sa www.DeepL.com/Translator (besplatna verzija)
Vrijeme objave: 24.08.2023


