Protočna bušilica od volfram karbida



Prezentacija proizvoda
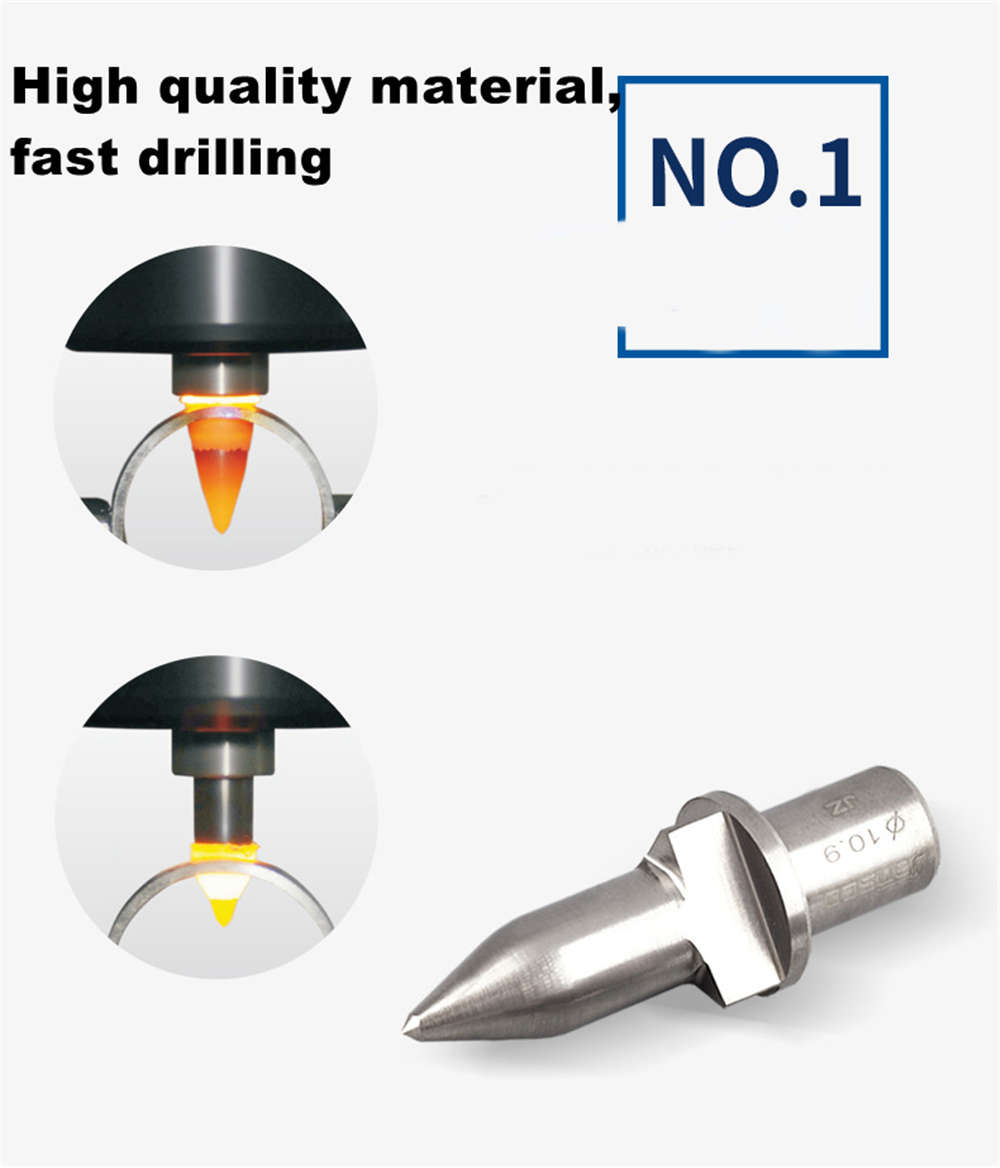
Princip bušenja toplog talina
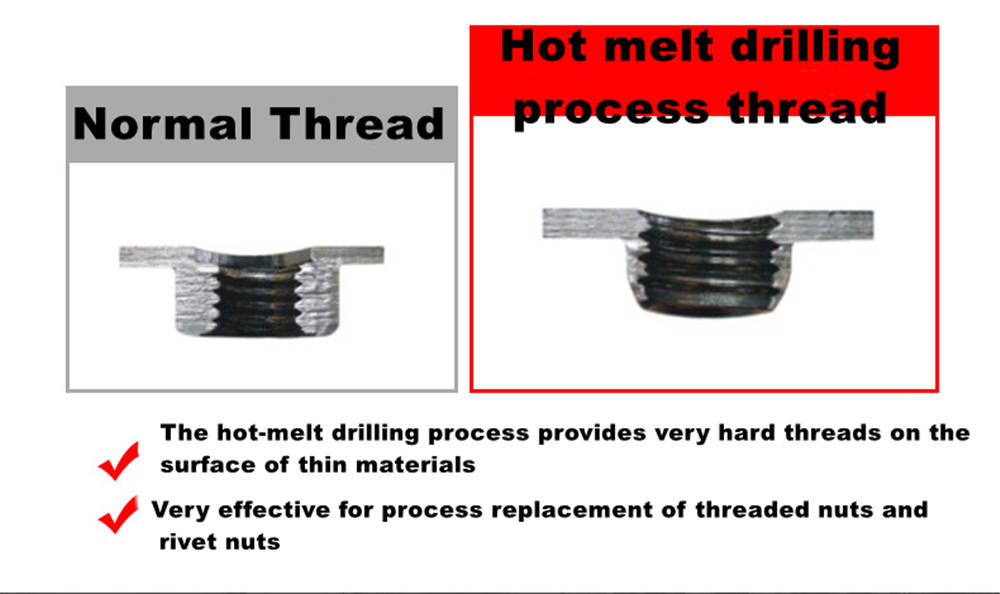
Bušilica za topljenje stvara toplinu kroz veliku brzinu rotacije i aksijalno trenje pod pritiskom kako bi plastificirala i zamijenila materijal. Istovremeno, probija i formira čahuru otprilike 3 puta veću od debljine sirovog materijala, te ekstrudira i udara kroz slavinu kako bi se napravila na tankom materijalu. Visoko precizne niti visoke čvrstoće.
Preporuka za upotrebu u radionicama
Prvi korak: plastificiranje materijala velikom brzinom rotacije i aksijalnog pritiska. Debljina oblikovane čahure je 3 puta veća od sirovog materijala.
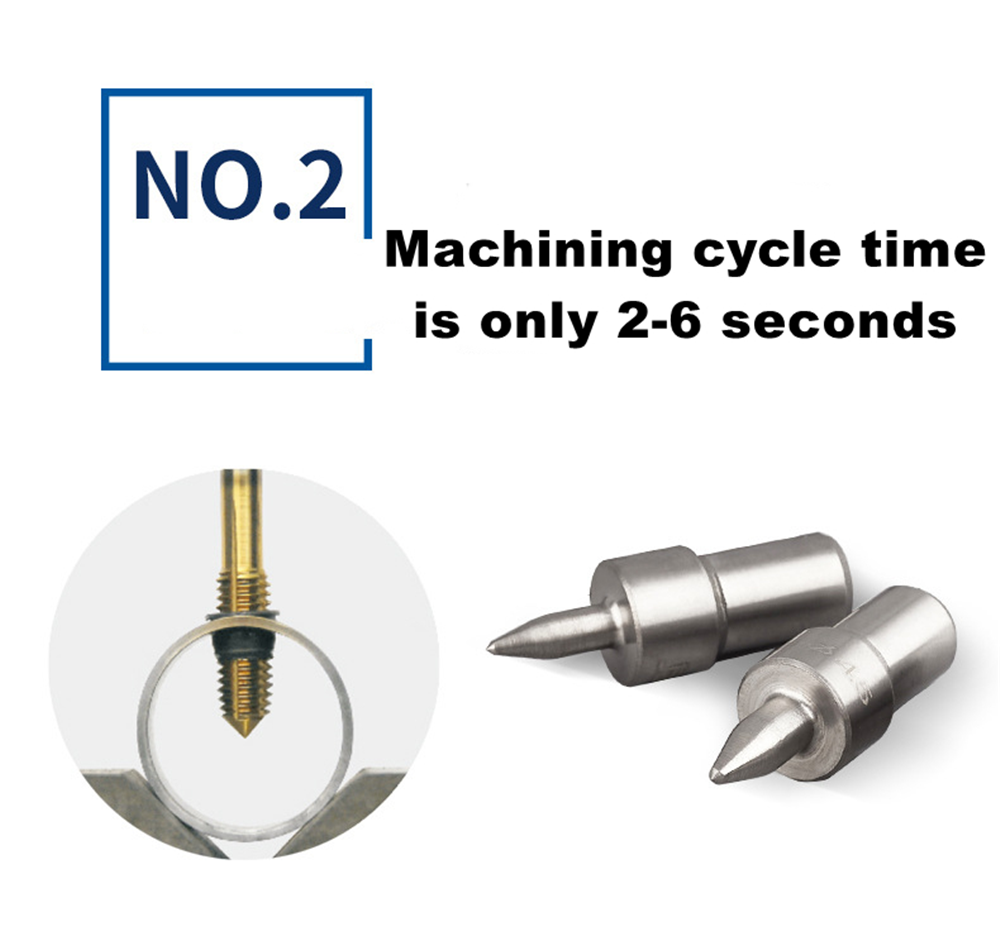
Drugi korak: navoj se formira hladnim ekstrudiranjem kako bi se proizveli navoji visoke preciznosti, velikog momenta i visokih specifikacija
| Brand | Xinfa | Premazivanje | No |
| Naziv proizvoda | Set burgija za termičko trenje | Tip | Ravni/okrugli tip |
| Materijal | Carbide Tungsten | Koristi | Bušenje |
Feature



Mere predostrožnosti za upotrebu bušilica za topljenje
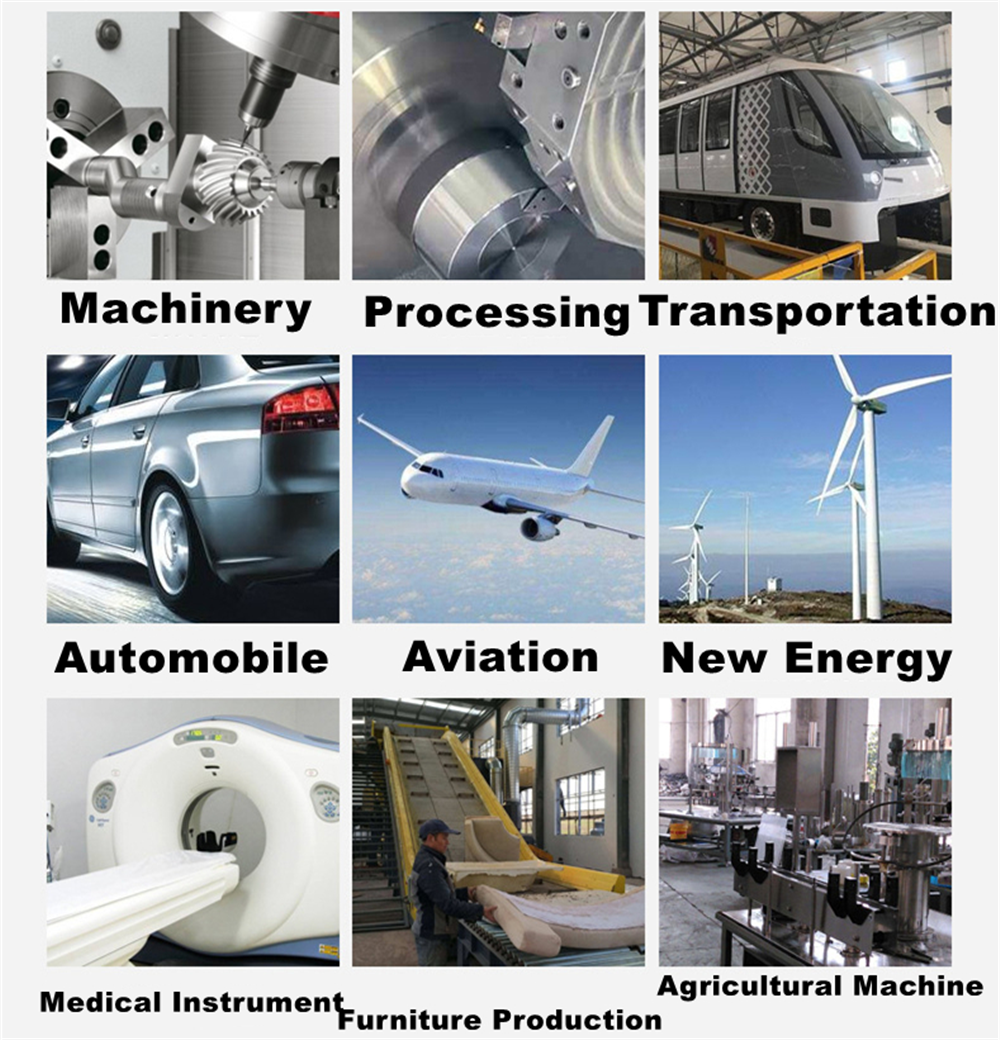
1. Materijal radnog komada: bušilica za topljenje je pogodna za obradu raznih metalnih materijala prečnika 1,8-32mm i debljine zida od 0,8-4mm, kao što su gvožđe, meki čelik, nerđajući čelik, titan, aluminijum, bakar, bakar, mesing (sadržaj Zn manji od 40%), legura aluminijuma (sadržaj Si manji od 0,5%) itd. Što je materijal deblji i tvrđi, to je kraći životni vek bušilice za topljenje.
2. Hot-melt pasta: Kada bušilica za vruće topljenje radi, trenutno se stvara visoka temperatura od više od 600 stepeni. Specijalna pasta za topljenje može produžiti radni vek bušilice za topljenje, poboljšati kvalitet unutrašnje površine cilindra i dati čist i zadovoljavajući oblik ruba. Preporučuje se dodavanje male količine vruće paste na alat za svakih 2-5 rupa izbušenih u običnom ugljičnom čeliku; za radne komade od nerđajućeg čelika, za svaku izbušenu rupu, ručno dodajte toplu pastu; što je materijal deblji i tvrđi, to je veća učestalost dodavanja.
3. Držač i stezna glava burgije za topljenje: Ako nema posebnog hladnjaka, upotrijebite komprimirani zrak da se ohladi.
4. Oprema mašina za bušenje: sve dok su različite mašine za bušenje, glodalice i obradni centri odgovarajuće brzine i snage pogodne za bušenje toplog topljenja; Debljina materijala i razlika u samom materijalu utječu na određivanje brzine rotacije.
5. Unaprijeđene rupe: Prethodno bušenjem male početne rupe može se izbjeći deformacija radnog predmeta. Prefabrikovane rupe mogu smanjiti aksijalnu silu i visinu cilindra, a također mogu proizvesti ravniju ivicu na krajnjem donjem kraju cilindra kako bi se izbjegla deformacija savijanja tankozidnih (manje od 1,5 mm) obradaka.
6. Prilikom urezivanja koristiti ulje za točenje: preporučljivo je koristiti ekstruzione slavine koje se ne formiraju rezanjem već ekstruzijom, tako da imaju visoku vlačnu čvrstoću i vrijednost torzije. Moguće je koristiti i obične slavine za rezanje, ali je cilindar lako rezati, a prečnik bušilice za topljenje je različit i potrebno ga je posebno izraditi.
7. Održavanje vruće topljive bušilice: Nakon što se bušilica za vruće topljenje koristi neko vrijeme, površina će se istrošiti, a neke nečistoće vruće topljive paste ili obradaka će se zakačiti za tijelo rezača. Pričvrstite bušilicu za topljenje na steznu glavu tokarilice ili glodalice i izbrusite je abrazivnom pastom. Ne obraćajte pažnju na sigurnost.
P1: Mogu li dobiti uzorak za testiranje?
O: Da, možemo podržati uzorak. Uzorak će biti razumno naplaćen prema dogovoru između nas.
P2: Mogu li dodati svoj logo na kutije/kartone?
O: Da, OEM i ODM su dostupni kod nas.
P3: Koje su prednosti biti distributer?
O: Specijalni popust Marketinška zaštita.
P4: Kako možete kontrolisati kvalitet proizvoda?
O: Da, imamo inženjere koji su spremni da pomognu klijentima u vezi sa problemima tehničke podrške, bilo kakvim problemima koji mogu nastati tokom procesa ponude ili instalacije, kao i podrške nakon tržišta. 100% samokontrola prije pakovanja.
P5: Mogu li posjetiti vašu fabriku prije narudžbe?
O: Naravno, dobrodošli u posjetu fabrici.








